Freezing tunnels comprise several elements that require careful integration between the various disciplines. It is easy to add complexity to an existing idea, whereas it takes a lot of practical experience to attain simplicity.
We have applied our 150+ years team experience to simplify each element in order to maximise reliability and minimise maintenance costs.
The CF (Continuous Flow) Technology is a production reactive system and does not require external product accumulation. This system offers:
- Realistic entry price
- Operating simplicity
- Reduced number of mechanical components
- Energy efficient counter-flow multi-pass airflow
- A simplified level of automation
- Minimal footprint
- Uniform freezing
- Minimal refrigerant volume
- Low operating cost
Click on the link below to view diagram:
Continuous_Flow_Multipass_Drawing.pdf
The primary function of a ‘freezer’ is to ‘freeze product’; at FSL we make sure that this remains the upper-most of our considerations.
The construction, positioning and performance of individual elements has been analysed. Our current designs combine proven modules to form a single reliable system and provide the most efficient heat transfer to the circulating air.
Documentation and test data is available with respect to different methods of circulating the air. For example, counter current airflow is by far superior to any cross flow system available.
Our recommended ‘multi-pass, counter current air flow’ is the optimum solution.
Carrier and shelf construction
The range of carrier and shelf designs cater for packaged products ranging from 30kg meat cartons through to small "ready meals".
In all cases, it is imperative to avoid wasteful air bypass which increases the air volume and fan power requirements for no gain in freezing times, while also increasing the refrigeration load for the same product throughput.
Refrigeration
The selection and location of the evaporator(s) and fans is crucial to the overall performance of the freezing system.
Supplying sufficient surface area in itself does not guarantee the desired outcome. Close attention must be given to frost and fouling factors, fin spacing and evaporator circuiting.
Air baffles are strategically placed to direct airflow, eliminate (reduce) air bypass and maintain correct and consistent air velocities. These issues are of paramount importance.
To ensure evaporator performance remains optimal for long periods, a dehumidification unit is installed within the enclosure. This substantially increases the time between defrosts.
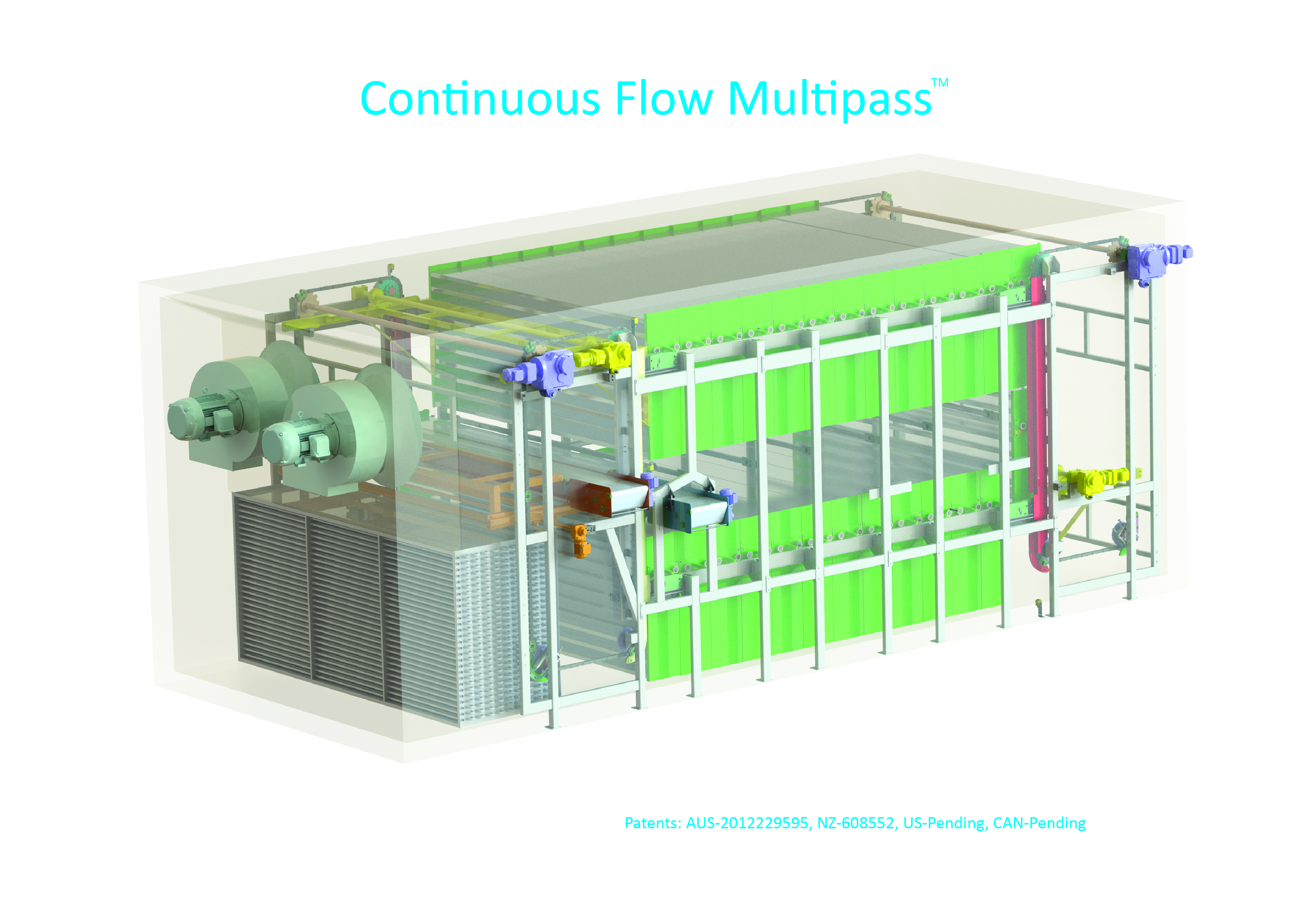
Patented multi-pass airflow
The coldest air leaves the evaporator and passes through the lower level of carriers (lower magazine), turns 180deg to pass back through the upper magazine, then turns 180deg again to pass through the evaporator. By pushing the air through both magazines (two passes) the air volume is half of that utilised in a single-pass system. This is because the free-area for airflow is only one carrier rather than two.
The direction of product flow is the opposite. The carriers rise to the upper magazine and travel through that magazine before being lowered to travel through the lower magazine.
By employing these movements we achieve true counter flow, the most energy efficient method of heat exchange.
The combination of these features contributes to energy savings of up to 40%. This is derived primarily from the reduction in fan power and secondly the reduction in the total refrigeration load.
An accurate estimate of savings is quantified by determining the differential of energy consumption between the single and multi-pass systems. This is then multiplied by the cost per kWhr. In real terms this amounts to savings of millions of dollars over the life of the freezer.