Freezing Solutions Limited are providers of tailored freezing solutions for the food industry worldwide.
Our solutions are based on combining proven modules that have worked successfully around the world in many applications, into a new configuration.
45 years of international experience in product freezing, from 35kg meat cartons to the small ready meal market provides FSL and its associates with the experience to confidently offer an individual solution to suit each client's requirements.
The refrigeration airflow employed in the freezer designs is of a true counter flow nature, providing the coldest air to the coldest product and improving final product temperature. This feature reduces enclosure size, reduces the refrigeration charge and improves energy efficiency. Where practical, our patented "Multipass" airflow is also utilised to offer further benefits.
There is a superior freezing efficiency compared to the other designs of freezers and this benefit should not be understated. We anticipate that there will be significantly more efficient thermal transfer and subsequent reduction in residency time.
The mechanical design of the freezers is of an exceptionally high standard with emphasis on innovative design to exactly match client requirements with proven design and manufacturing capability. The philosophy of Total Productive Maintenance (TPM) is a guiding principal in the design phase of each machine. With the variety of products that have successfully been frozen by our systems there are a multitude of design criteria, that, together with a commitment toward continual improvement, ensures progressive enhancements in our freezers.
Each client has differing requirements, production rates and existing plant that have to be accommodated by our designs. We therefore work closely with our client's project team to ensure that we clearly understand the project objectives, and provide a system that adds value to their operation.
The orderly flow of product in and out of the CF enables our systems to easily integrate with product tracking and carton loading systems.
System assembly on site
Another major advantage of the CF design is that, due to its compact nature, it is very practical to assemble the machine off site and pre-commission before relocating the system to site. We have done so in the past to similar machines with great success.
We would completely assemble and wire the machine in a foreshortened configuration and prove all functions before delivery to site. This is essentially a factory acceptance test (FAT)
Once approved by the client the complete system can be transported to site and located in position. At that point we would add the extra structural beams to the pre assembly beams, add the elevator components, locate the evaporators and the refrigeration services can be connected in short order. The freezer will then be completed by the installation of the insulated enclosure and the platforms.
With this method of assembly we expect that the total installation, dry and product commissioning time will be reduced. In conjunction with the client we would produce a full project timeline including pre-site works through to full commissioning and acceptance trials.
This will substantially reduce site time and reduce the risks of disruption to production. It will also allow the client's personnel time and opportunity to view and approve the machine prior to onsite installation. Operator training can also benefit from this approach to construction and installation.
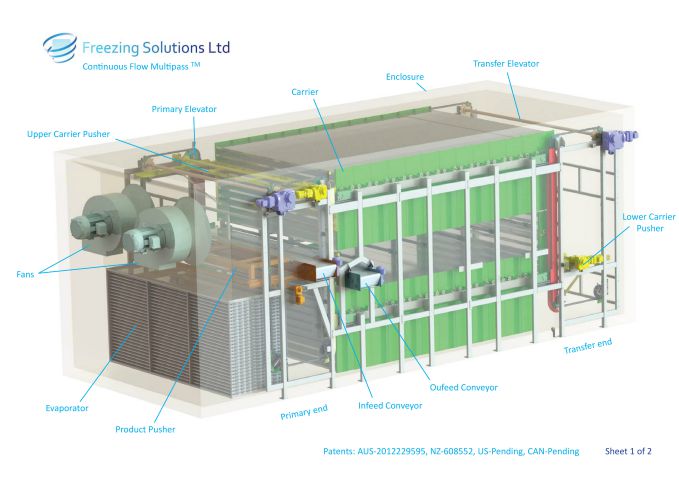
The CF Solution
The CF solution is a simple mechanical operation, utilising minimal drives and moving parts.
These parameters led to the design of the CF system which is based on proven components in current long term operations.
We also considered space requirements, hygiene, possible expandability, access to components for safe and efficient servicing, product speed and FIFO.
The carriers are stacked in horizontal magazines in two rows with three carriers in transition on the elevators. (Larger machines can be designed with four rows) A fresh product carrier is lifted and pushed into the top magazine by the top carrier pusher. As one carrier is pushed into the magazine so another is pushed out at the transfer end of the same magazine. The carrier at the transfer end is lowered to the bottom level where it will be pushed into the bottom magazine at a suitable point in the process, to coincide with the requirement of the next carrier to be raised on the load/unload elevator.
At the loading station, a shelf is partially pushed out of the carrier (in similar fashion to a drawer being pushed from a chest) by the infeed shelf pusher. The "fresh" product is loaded onto the shelf one row at a time by a combination of conveyors and pushers. Once the shelf is fully loaded with all the rows the shelf is located back into the carrier by the infeed shelf pusher. In the same time frame to this loading action, a shelf of frozen product is unloaded by an outfeed shelf pusher of similar design to the infeed carrier pusher. This pusher pushes all the rows out from the shelf onto an intermediate discharge conveyor. The product is of course frozen at this time. The speed of the intermediate unload conveyor varies to allow one row of product to discharged onto the main outfeed conveyor.
In this manner the whole freezer is loaded and unloaded through a single line infeed and a single line outfeed.
The design whereby we are only pushing a single row of product during the loading (fresh) process is a particularly advantageous feature of the CF design as it is minimising the impact on the product packaging during the fresh phase of its journey through the freezer and there is no package on package contact.
When the carrier shelf is full and the shelf has been relocated into the carrier by the infeed shelf pusher the carrier is indexed up to the next load/unload point for the next operation, and so on. Once there is enough space to extract another carrier from the bottom magazine. The bottom carrier pusher pushes a waiting carrier at the transfer end into the bottom magazine thus pushing a carrier into the lift position at the load/unload end. In this way there are always shelves in position for simultaneous loading and unloading.
A further number of index periods will position the top carrier for transition into the top magazine. Thus a continuous infeed and outfeed of product is possible.
Summary
The CF freezer is an automated design for freezing cartons from small tray type products to large cardboard cartons. The same design principals apply to all machines, but each individual application is customised to accommodate the unique characteristics of each and every customer.
The design lends itself to sub-assembly construction on site so minimising site time and disruption to existing site operations.
The continuous operation feature removes the necessity for substantial accumulation.
It is easy to operate, maintain and clean and provides a cost effective solution to any application.